- Home
- Plastic Injection Molding
Fox mold
The Industry’s Trusted Plastic Injection Molding Manufacturer
Since 2013, Fox Mold has been one of the leading plastic injection molding companies in China. Striking a careful balance in quality and efficiency, our production expertise results in top-shelf injection-molded products seen in various industries. We cater to the standard and custom manufacturing of injection molding parts, allowing businesses to expand their reach and grow their market.
- +/-0.001MM Tolerance
- Mass production lead time as fast as 2 weeks
- No minimums
- Certification: ISO 9001: 2015; ISO 14001: 2015;
- Specialize in complex-structured, precision-sized products
/ Services /
Our One-Stop Services
Fox Mold goes beyond the mold of traditional plastic injection molding manufacturers by offering an array of services.
With our years of production expertise, we can quickly transition from concept to practical samples ideal for testing and small-batch manufacturing.
We help design craft specific tools to streamline the injection molding process, including cooling systems, gates and runners, and ejection mechanisms.
Expert engineers help design and create dedicated molds with tight tolerances and detailed configurations to ensure the accuracy of each injection-molded part.
Fox Mold’s overmolding process creates sophisticated plastic parts with multiple layers for added functionality and detail.
Efficiently produce plastic molded parts with metal inserts that add durability and functionality while staying cost-effective.
Create complex silicone rubber parts with ease using our cutting-edge LSR injection molding process with consistent quality at shorter production times.
How Does It Work
Expect no less than professionalism and expertise as seasoned engineers manage the entire production process and commissioning important technical parameters such as temperature, injection pressure, injection time and injection speed, etc., to ensure that the production quality of each step can meet the expected requirements.
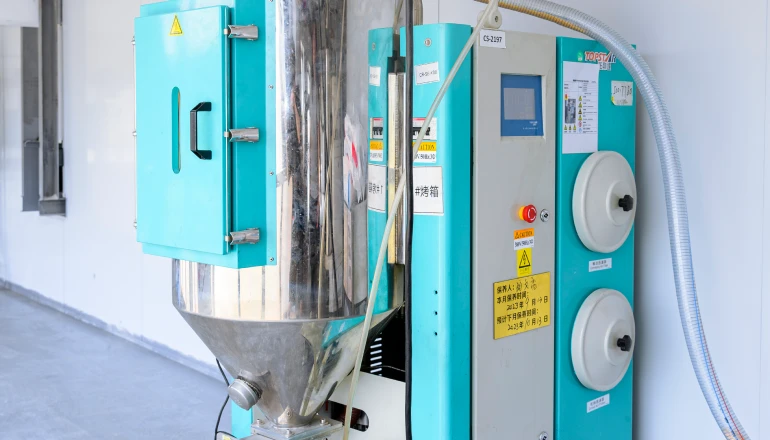

Raw Material Preparation and Drying
We carefully select the right plastics for the task based on your performance requirements. The plastics are then pre-dried to prevent bubbles from forming and material degradation during the high-temperature melting process.

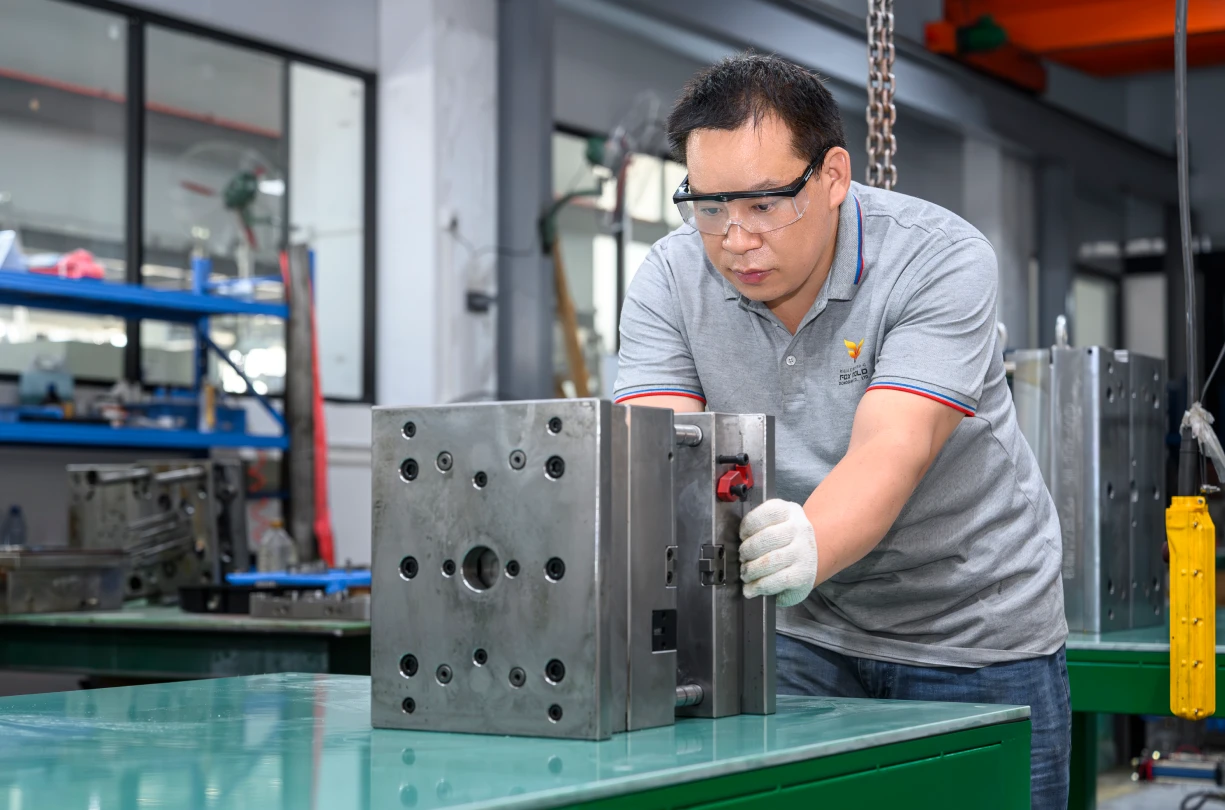


Mold Installation and Trial
The mold is carefully installed on the machine, calibrating the machine’s clamping force according to the given parameters. This helps prevent flashing or burrs from forming on the molded part’s surface.

Injection
At this stage, we pour the melted plastic into the mold to form the part and hold it in place until it fully forms. The mold is then cooled to the right temperature, with precision detectors constantly monitoring the temperature and pressure for a stable final product.

Ejection
Once the mold properly cools, an ejection mechanism promptly removes the part from the mold. A 1-3° draft angle in each mold prevents the part from deforming during this process.

Secondary Operations
The molded part then goes through a trimming process, removing any gates or runner waste, which will be recycled for future projects. It then undergoes secondary processing according to project requirements, including ultrasonic welding, surface treatment, or printing.

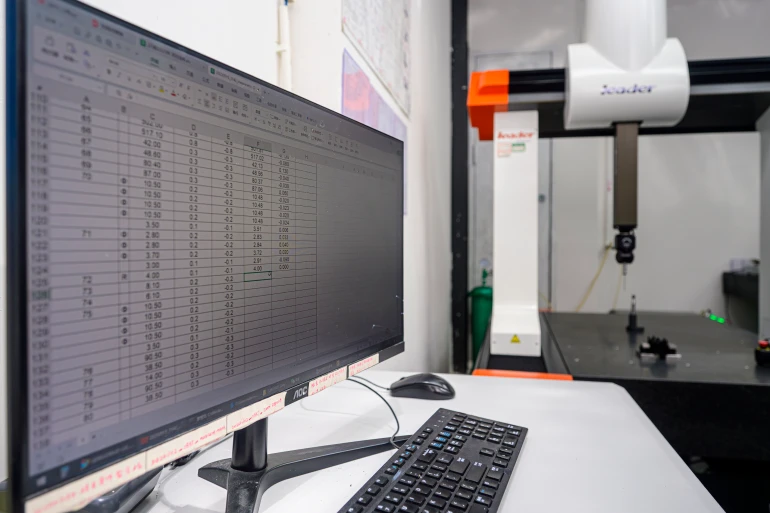
Quality Inspection
An intensive inspection rounds up the manufacturing process, where expert auditors check the appearance and dimensional tolerances of the parts using the latest precision tools. Once it meets our quality benchmarks, the parts are prepared for packaging and delivery.
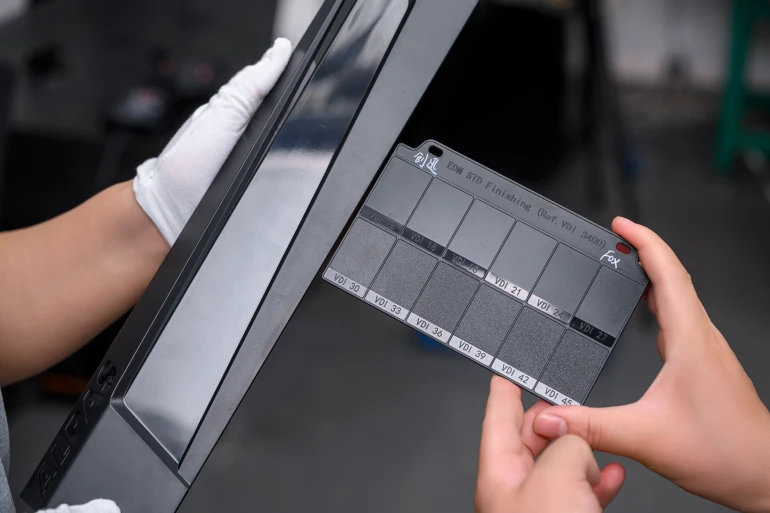
Surface Finishing Options
Enhance the appearance and performance of your plastic injection molded products with Fox Mold’s surface finishing capabilities. We offer SPI and VDI surface finishing, adding a crafted finish to each completed plastic part.
We support the following processes or adapt them according to your needs: painting, powder spraying, galvanizing, oxidizing, sandblasting, screen printing, laser engraving, etc.
Plastic Material Options
We source all raw materials from renowned brands like Bayer, DuPont, and Chimei, ensuring their quality and consistency. We also conduct routine tests upon receiving the materials as part of our quality control process.
The materials we carry include PVC, PC, PP, PA, POM, ABS, PMMA, PTFE, PPS, HDPE, nylon + glass fiber, and other particles.
Plastic Injection Molding Services for Various Industries
See how our plastic injection molding products fill the gap in various industries through specific applications.




FAQ
Plastic Injection molding is a production method that involves plastic pellets being heated, melted at high pressure, and pushed inside a metal mold (shaped like the desired piece). When the plastic cools, it solidifies inside the mold, after which the mold opens and the finished product pops out.
The molds used are manufactured from steel or aluminum for mass and low-volume production. Plastic injection molding is applied in many industries, such as electronics and car manufacturing, for intricate components that look visually consistent.
How Does Plastic Injection Molding Work?
The injection molding procedure is a 10-60 seconds process that involves melting, injection, packing, cooling, and ejection. It starts with the compound pellets poured into a feed hopper, which is then transported into a heated vessel. A screw in the machine spins to melt and blend the compound. The compound is then injected into the closed mold through the runner/gate system. Once the mold fills up, pressure is added to allow for more plastic to be added and avoid shrinkage while it cools. The cooling process solidifies the part, and it is then ejected with pins upon mold opening.
How Much Does Plastic Injection Molding Cost?
The expense consists of the mold expense and the expense of part production. The expense of the mold is decided based on the combination of the material, the plastic part's product structure, and the tolerance requirements on the 2D drawing. The part production cost is decided based on the material, the quantity produced, etc. To determine what the exact expense of your project is, reach out to our staff for a professional estimate.
Factors Contributing to Improved Parts Quality
Major determinants of quality are: mold material, precise design, thermal processing, and maintenance of the mold. Also, regulation of the process parameters like melting flow, barrel and nozzle temperature, as well as cooling time is crucial for quality assurance and control. In addition, proper ventilation, a suitable cooling channel design, and experienced operators all contribute to high-quality parts.
Typical Tolerances for Injection Molded Parts
Two main types of tolerances can be considered for injection molded parts- Tooling and Resin tolerances.
Tooling tolerance is the precision of the mold, made using CNC machining. They are made with high accuracy, often within +/-0.01mm at Fox Mold.
Material/resin tolerance is the degree to which the plastic part changes after it is molded, and the resin used determines this. Some plastics tend to shrink more than others when they cool. For instance, amorphous plastics like ABS have less shrinkage quality and allow tighter control, compared to Nylon or Polyoxymethylene (POM) which shrinks more. All plastic parts can be controlled within 0.001mm of tolerance at Fox Mold.
How to Design a Mold for Plastic Injection?
A properly crafted mold produces quality plastic parts without abnormalities. It is important to keep the thickness of the wall constant all through the part (plastic product made inside the mold). Otherwise, it can result in defects like sink marks or warping.
Key features like the parting line, gates, runners, and ventilation channel must be well-positioned; for proper filling of the mold, smooth flow of the molten plastic, and release of trapped air. The cooling channels must be built into the mold to remove heat from the molded part immediately after it is removed.
A wide range of thermoplastics allows injection molding. They include: Acrylonitrile Butadiene Styrene (ABS), Polycarbonate (PC), Polymethyl Methacrylate (PMMA), Polypropylene (PP), Polystyrene (PS), Nylon (PA), etc. The materials vary from commodity-grade (e.g., PS and PP) to elastomers (such as Thermoplastic Elastomer, and Thermoplastic Polyurethane) and engineering-grade (PA, PC). The level of strength, cost, flexibility, and chemical resistance makes them suitable for injection molding.
For instance, ABS used in consumer goods provides optimal chemical resistance, and PC qualifies strongly for electronics due to its strength and resistance to heat. With thousands of formulations available, producers can design material operations with custom mixtures like ABS or PC, making injection molding multifunctional across industries.
What are the Advantages and Disadvantages of Injection Molding?
Injection molding provides many advantages but may also come with some limitations. Let's take a quick look.
Advantages
• Efficient production and quick cycle times (10-60 seconds per part).
• Ideal for producing large quantities of the same designs.
• Manufactures complex shapes, with firm tolerances (± 0.125mm).
• Suitable for crafting parts with quality and smooth finishes.
Disadvantages
• Initial cost/investment is high (e.g., steel molds can cost up to $25,000-$100,000).
• It may take weeks or even months to make the mold. This is because it must be well-designed, well-machined, and properly tested before use.
• The design of the mold cannot be changed once it is built.
• It is not cost-effective for low-volume production.
Applications of Plastic Injection Molding Parts
Injection molded parts are used everywhere- in toy parts, automobile dashboard components, electronics casings, medical device housings, syringes, machine parts, tool handles, kitchen appliances, and many more. Its ability to create a high volume of precise and durable parts, flexibility in design makes it a key technique in modern productions.
What Causes Bubbles in Plastic Injection Molding?
Bubbles happen when entrapped air/ moisture gets into the melted plastic. It occurs when wet resins don’t get dried appropriately, or air sticks in the mold cavity, resulting in moisture producing steam, then bubbles when the wet plastic is heated.
Air can be trapped in the plastic during the process of injection if the machine is not set correctly. Lack of adequate vents in the mold makes the air stuck inside it.
What is Plasticizing Capacity in Injection Molding?
Plasticizing capacity is the volume of molten substance a machine can process per unit time (g/sec or lbs/hr). If they cannot melt fast for the size and speed of the production cycle, the molded products may not be well formed and may overheat or deteriorate easily. Plasticizing capacity depends on size, design of the screw, thermal conductivity of the barrel, plastic type, and power of the motor.
How Does a Plastic Injection Molding Machine Work?
The injection molding machine has two parts: The Injection and Clamping segments.
Injection unit- Heats, melts plastic pellets in a barrel with the aid of a rotating screw. The screw enables the melted plastic to move to the mold cavity (clamping unit).
Clamping unit- Holds the mold firmly with pressure so the plastic does not trickle out. When the plastic is tightly packed, it cools and hardens inside the mold, then the mold opens up, and ejector pins are used to push the formed plastic part out of the mold.