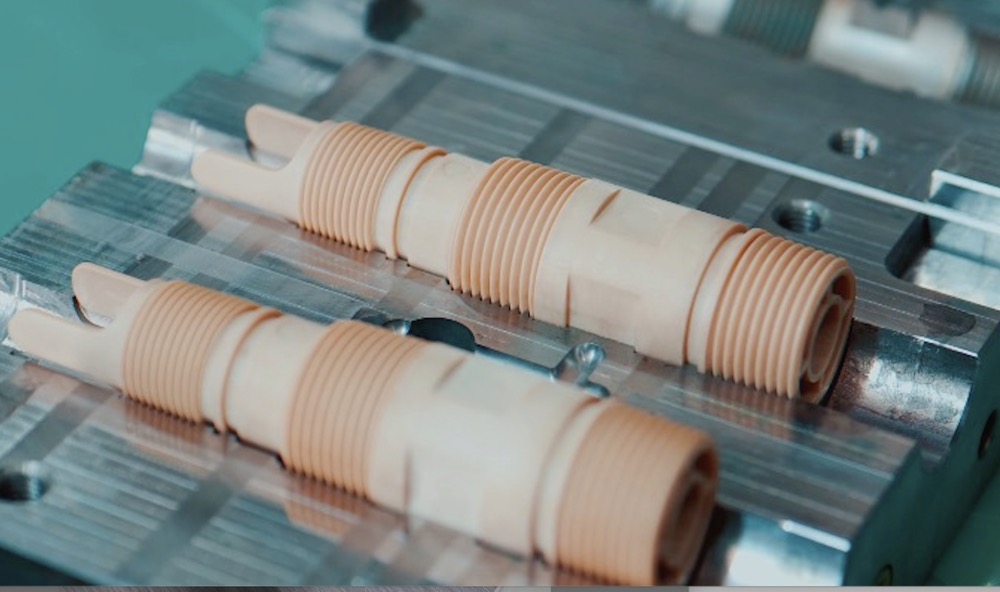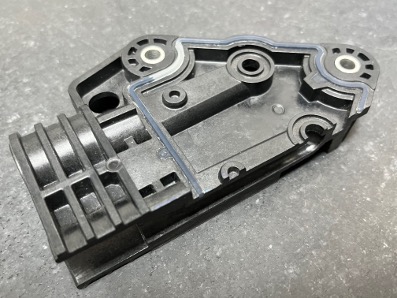

Over-molding connector is also widely used in battery pack cell carrier. The special feature of this kind of connector is that it usually contained hard plastic, soft plastic and metal limiter, in this case the hard plastic is PPO+GF30, soft plastic is liquid silicone rubber.
How to over molding liquid silicone rubber parts with hard plastic with glass fiber, but ensuring the bonding is good, will not separate with heat or other extremely condition. This product contains two different materials. The main material is plastic PPO+GF30, and liquid silicone rubber, although liquid silicone rubber accounts for a small proportion, it needs to meet its sealing function, so the bonding requirements waterproof level must reach IP67 or above.
Liquid silicone rubber over molding is to combine with metal or hard plastic through secondary injection molding. Secondary injection molding can combine the parts into one, which is not easy to fall off during assembly and has strong reliability. The outer shell sealing ring of the power battery can be replaced by liquid silicone secondary injection molding (that is, liquid silicone rubber over molding). This method can greatly improve productivity, ensure the consistency of parts and large-capacity molding, and can very well ensure the quality and stability of the product.
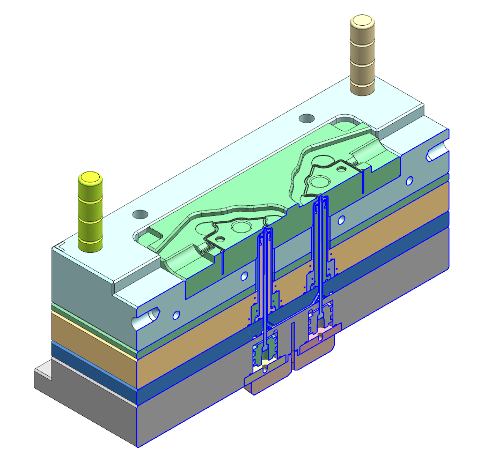
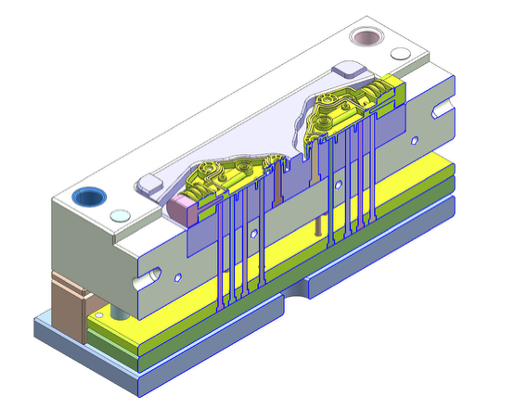
In order to meet customer needs, we conducted a comprehensive DFM analysis, mold flow analysis, and detailed mold 3D/2D design, In the mold design of this product:
1. A multi valve hot runner injection on PPO+GF30 injection mold and Cold deck system was used in the LSR over-molding mold to prevent producing runner waste. Both not producing any runner waste, saving product costs.
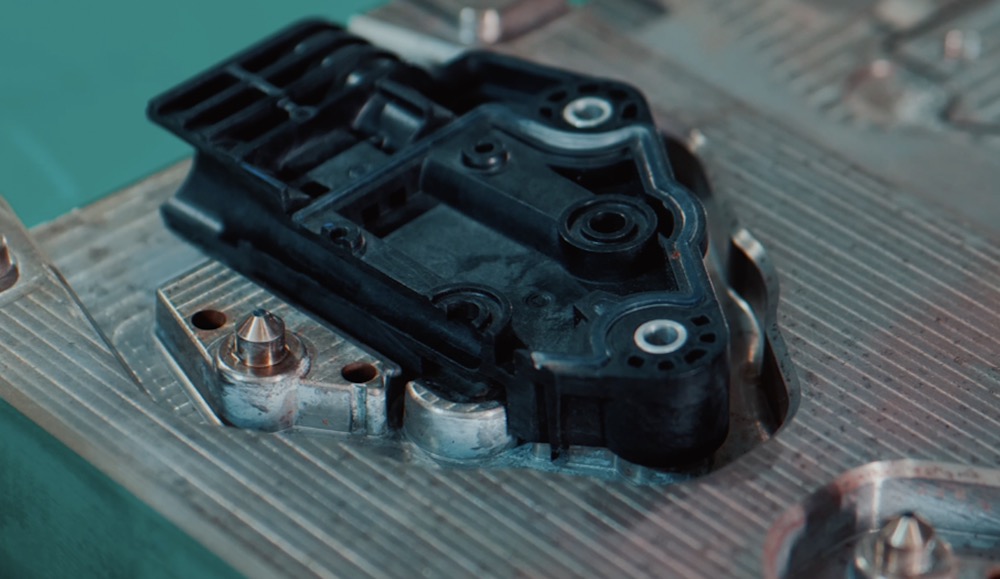
2. Total demand for this product is not very large, to save the total mold cost, we adopted the over-molding process, that is, first producing the PPO+GF30 product, then transferring the molded plastic product to the LSR injection machine to do second over-molding.
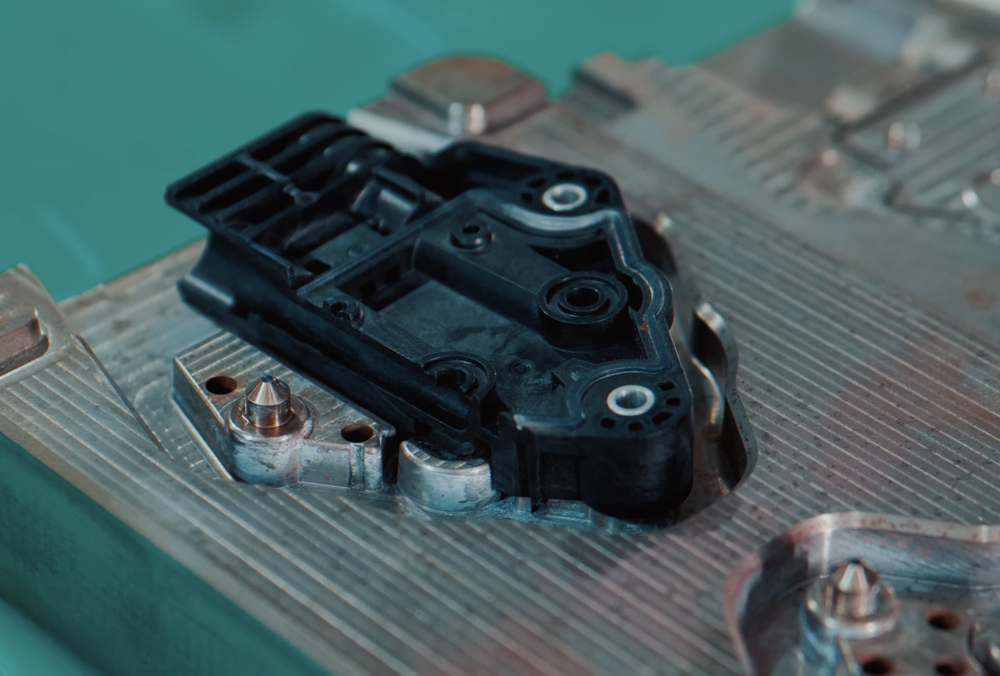
The mold is finally manufactured and mass production is achieved to meet customer needs.
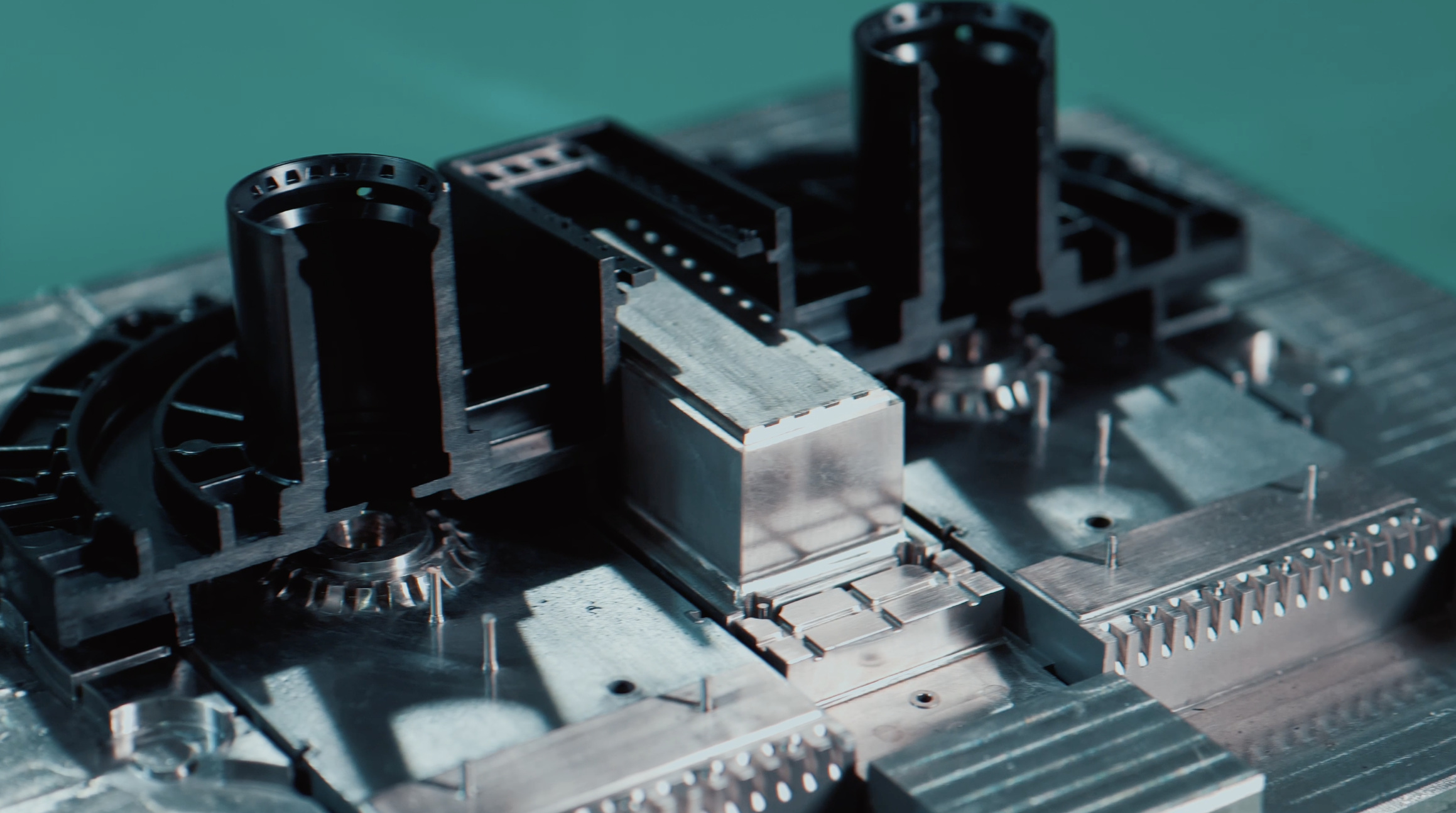
If the product demand is very large, we can also design a two-color injection mold to complete the injection molding and encapsulation process on the same set of equipment, but this requires a relatively high investment in molds and equipment.
Generally, for small and medium batches (such as monthly demand less than 100K ), we still recommend that customers use 2 sets of molds and separate 2 sets of equipment for over molding.
Learning raw material, doing mold flow analysis to review raw material with hot runner to predict part filling situation, get the best injection molding parameter, analysis mold solution and optimize mold cost and molding cost.
DFM and mold design, developing injection mold, doing mold trail, FAI measurement and support part mass production.
Provide all the SQR documents including control plan.
Be the first to know our latest news.
2nd F, Zone B, Blk 1, No. 36, Fuxing Rd, Chang 'an, 523875 Dongguan, Guangdong, China.